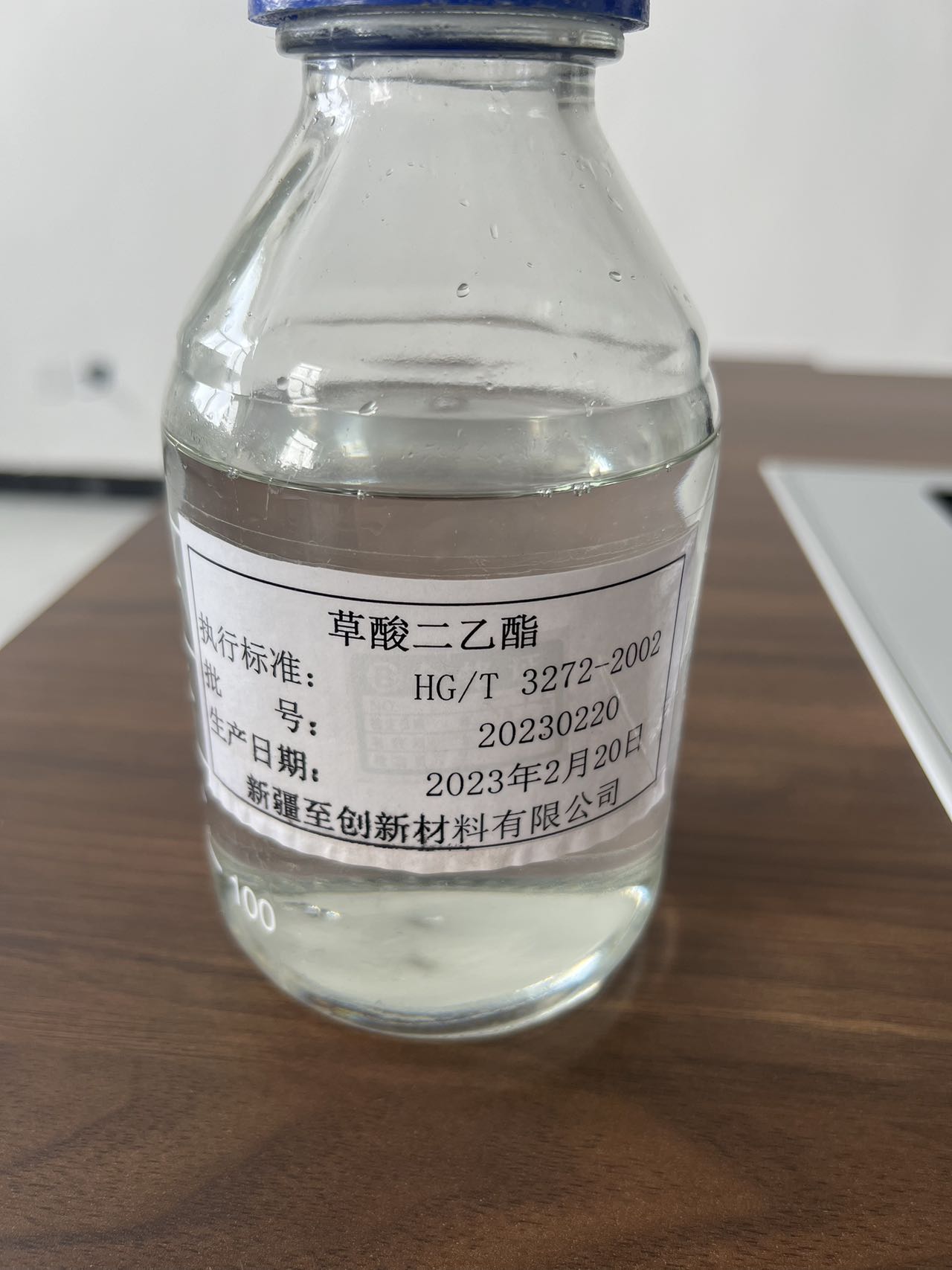

Established in April 2022, Xinjiang Zhichuang New Materials Co., Ltd. specializes in manufacturing foundational chemical raw materials and distributing specialty chemical products, while offering comprehensive technical services such as technology development, consultation, exchange, transfer, and promotion. The company currently operates an annual production capacity of 20,000 metric tons of diethyl oxalate and methyl ethyl oxalate, utilizing innovative green synthesis processes that exceed China’s first-grade quality standards and deliver environmentally certified solutions.
As a certified circular economy pilot enterprise and technological innovation demonstrator, the company has forged robust "industry-academia-research-application" partnerships with leading domestic institutions, including the establishment of a Catalytic Joint R&D Center with the Dalian Institute of Chemical Physics (Chinese Academy of Sciences) and a dedicated laboratory with Shenyang University of Chemical Technology. These collaborations have enabled breakthroughs in proprietary technologies, such as stable catalyst preparation/regeneration for diethyl oxalate synthesis, continuous catalytic reaction distillation processes, and the stable operation of high-quality synthesis demonstration facilities.
With technical professionals comprising 80% of its workforce—37% of whom hold engineer or senior engineer certifications—the company integrates expertise across laboratory R&D, pilot-scale testing, and large-scale industrialization. Its advanced production, quality assurance, and logistics systems support end-to-end operations. By pioneering green synthesis technologies, Xinjiang Zhichuang has addressed persistent industry challenges like high energy consumption, pollution, and inconsistent product quality. Core innovations include high-efficiency catalyst systems, numerical simulations for non-uniform temperature field optimization, integrated packing technology, and novel distillation processes, ensuring products meet premium specifications: ester content ≥98.5%, acidity ≤0.2%, and moisture ≤0.1%.
Combining cutting-edge research with industrial scalability, the company delivers sustainable, high-performance chemical solutions while maintaining technical leadership in the sector.